

以下是:济南市历城区铸铁型材源头厂家的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 名称: 铸铁棒/生铁棒 产地 山东 标准 国标 价格 5.6元/公斤 用途 机械加工/精密制造 优势 无气孔、沙眼、无内部缺陷 范围 铸铁型材供应范围覆盖山东省、济南市、历城区、历下区、槐荫区、天桥区、长清区、平阴县、济阳区、商河县、章丘区等区域。 【亿锦天泽】为客户提供多样化产品,包括商河灰口铸铁棒、欢迎来电询价、济阳灰口铸铁棒、使用方法等,适配多元场景需求。铸铁型材源头厂家,亿锦天泽钢铁(济南市历城区分公司)为您提供铸铁型材源头厂家的资讯,联系人:邢涛,电话:【0527-88266888】、【0527-88266888】。 山东省,济南市,历城区 历城区,隶属山东省济南市,位于山东省中部,济南市区东、南部。南依泰山,与泰山区、岱岳区接壤;北临黄河,与济阳区相望;东接章丘区。西与长清区、市中区、历下区、天桥区相邻,总面积1298.57平方千米。截至2023年2月,历城区下辖19个街道。其中,济南市南部山区管理委员会代管3个街道。5个街道由济南高新区管委会代管。2022年,历城区常住人口112.54万人,户籍人口75.06万人。区人民政府驻山大路街道山大北路47号。
不容错过的铸铁型材源头厂家视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
以下是:济南历城铸铁型材源头厂家的图文介绍济南历城亿锦天泽钢铁有限公司秉承“匠心制造,服务至上”经营理念,不断创新,精益求精,以质量过硬找客户,以诚信经营留客户,以实现客户价值为目标,愿与各界人士携手合作,共图 灰口铸铁棒,发展,热枕欢迎国内外客商、朋友前来参观指导。
电子工业专用设备,如划片机、切片机、粘片机 计 中需要解决如何选择这类零件 的材料和加工方 等,属于特殊的设备行业 。这类设备包含的零件数 法,降低设备制造成本,以达到经济实用的 目的。 量和种类较多,其 中有一部分零件形状复杂,在设 划片机是一种 电子工业专用设备,这种设备为脆性金属材料,灰 口铸铁所 占的石墨片或其他 结构设计 缺陷所产生的切 口,易造成应力集 中。 HT250灰 口铸铁具有较好的机械性能和铸造 铸造工艺对铸件结构设计的要求 性能。与低牌号灰 口铸(HT100、HT150)比较,强合理的铸件结构设计,在保证零件质量的同 度和硬度较高,通过人工时效处理后容易加工,切时应该使铸造工艺过程尽量简化,提高生产率,降 削性能好,在精加工前通过热处理定性后,精度稳 低铸件废 品率,为生产过程创造 良好条
铸铁型材水平连铸过程计算机控制 胰西工学院 张振忠 赵芳侠 西安理工大学 徐 平 _ A稍要本文在实验厦分析的基础上,烈控制质量,减少事故为指导.介绍了作者研制的 铸铁 型材水平连铸9-产线过程控制系统弱控制软件.谊系统具有经济.可靠,琦能强.操作 方便 ,适用面广的特点 .影响水平连铸生产质量的因素多,操作水等非正常情况下,工艺参数不能 自动调节, 难度大,为免除事故,保持正常生产,达到因而仍有部分铸坯存在夹渣,缩孔缺陷。质量和产量要求,自动检测和 自动控制必不 (4) 控制软件适用面窄,过于专一,其 可少。国外早在60年代就将计算机用于连铸 适用于单一材质、单一 形 状铸 坯 的拉 拔控 生产控制中。为取得更好的控制效果 。
济南历城亿锦天泽钢铁有限公司集【灰口铸铁棒,】开发、生产、销售、服务于一体,拥有雄厚的技术力量,高精度的大型加工设备,严格的检测手段,科学的质量管理体系,作风严谨、技术精良的研发人员。生产系列【灰口铸铁棒,】效率高、成本低。
根据现场情况,建议企业先用电焊把裂纹上下连接,焊接几个点用于加强壳体结构力。找到裂纹的终点位置,在终点处打4.2mm止裂孔防止裂纹的进一步延伸。用磨光机沿裂纹打磨干净,向两边扩展75px打磨。用无水乙醇清洗干净后调和高分子金属修复材料配合加强带对裂纹进行修复治理。
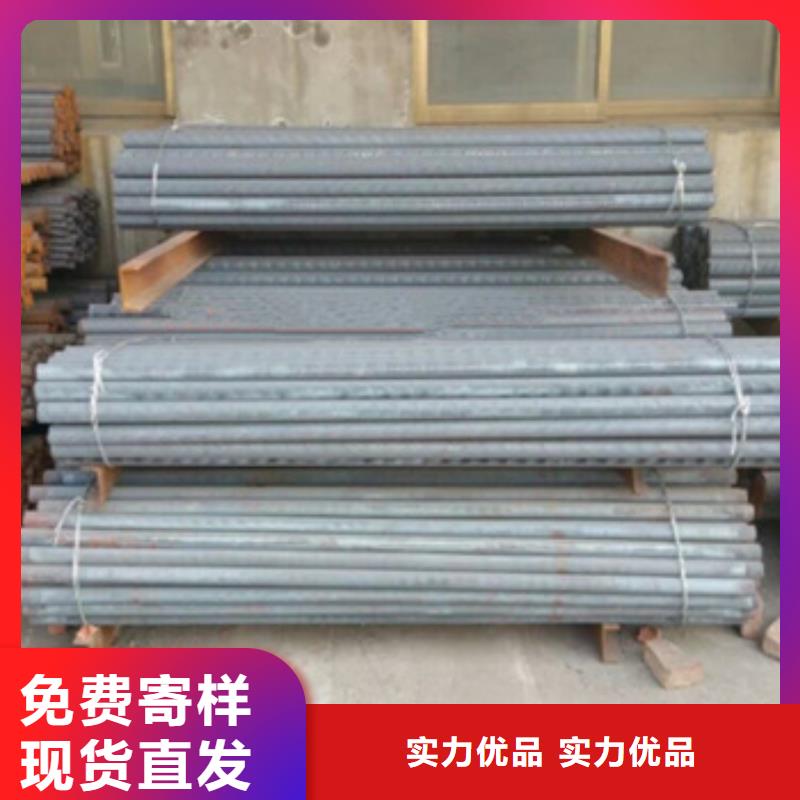
公司在多年球墨铸铁和灰口铸铁的棒料、条料等型材的铸铁销售业务过车中,经常遇到客户对铸铁坯料更高要求。经公司讨论决定,自2015年2月1日起,公司对外开展铸铁的加工业务,在初期阶段以初加工为主,大部分切削业务在场内完成,减少用户的加工量,且切削料因材质纯净,利用价值高,使得总体成本下降,增加了行业内的竞争力。经过数月的客户延伸和磨合,已经在除苏州地区以外的合肥、南京、泰州、扬州、宁波、温州、上海、嘉兴等地批量供应粗加工铸铁件,与客户获得双赢局面。
铸铁的组织取决于石墨化进行的程度,为了获得所需要的组织,关键在于控制石墨化进行的程度。实践证明,铸铁化学成分、铸铁结晶的冷却速度及铁水的过热和静置等诸多因素都影响石墨化和铸铁的显微组织。
铸铁中常见的C,Si、Mn、P、S中,C,Si是强烈促进石墨化的元素,S是强烈阻碍石墨化的元素。实际上各元素对铸铁的石墨化能力的影响极为复杂。其影响与各元素本身的含量以及是否与其它元素发生作用有关 ,如Ti、Zr、B、Ce、Mg等都阻碍石墨化,但若其含量极低(如B、Ce<0.01%,Ti<0.08%)时,它们又表现出有促进石墨化的作用。
水平连铸铸铁型材时产生球化不良的原因及防止措施有哪些,球化不良是指在铸铁型材纤维组织中石墨球化等级不合格,或出现球化衰退的现象。 1.产生球化不良的原因 铁液中残留镁量和残留稀土量在连续铸造过程中不断减少,使铁液中的残留镁量和残留稀土量过低。 2.防止措施 1)适当提高球化剂加入量。 2)提高铸造速度,减少铁液在保温包中的停留时间。
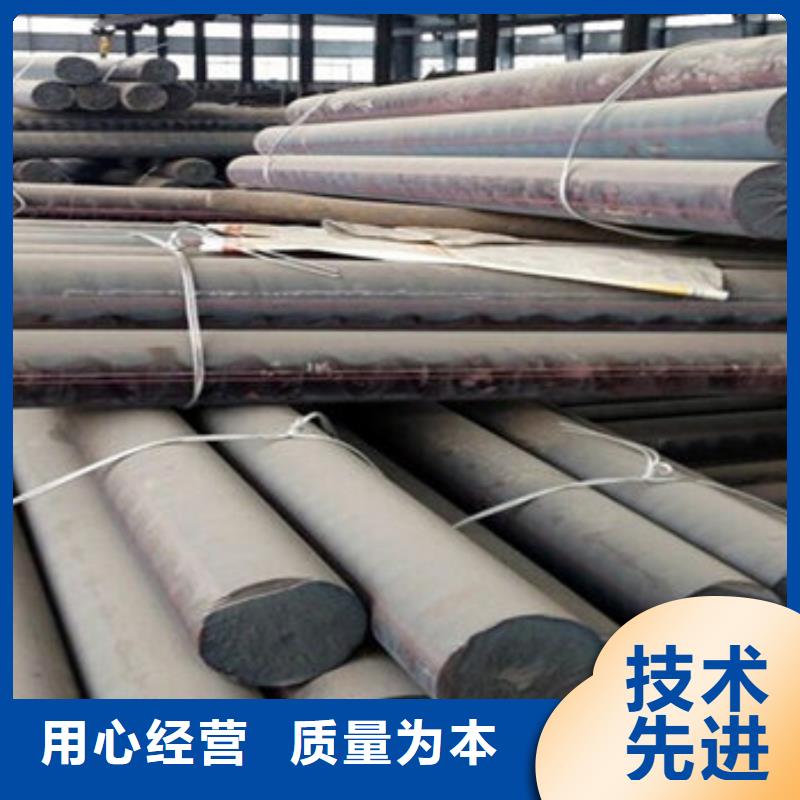
水平连续铸造方法获得的具有等截面的铸铁坯称为铸铁型材,铸铁型材的材质有不同牌号的灰铸铁、球墨铸铁及其他合金铸铁。铸铁型材的长度可根据使用需要确定,其截面可以是圆形、矩形、多边形等多种不同形状。 铸铁型材水平连续铸造工艺如图2-6所示。铁液流入固定在保温包下部的结晶器水冷石墨型中,与事先置入的引锭头铸合在一起,在石墨型中铁液开始凝固,当形成具有一定厚度的外壳时,铸铁型材即被牵引机按步进方式拉出结晶器。型材通过牵引机后卸除引锭杆,并由同步切割机按一定的长度在铸铁型材上切口,型材通过压断机时被压断即成为铸态产品。铁液周期性地倒入保温包,铸铁型材连续不断地被牵引出结晶器形成连续生产。
用水平连续铸造铸铁型材时应注意以下几点: 1)每种规格铸铁型材都有一个合理的铸造速度范围,影响铸造速度的因素比较多,其影响作用也比较复杂,例如结晶器的导热能力、结晶器冷却的均匀性、铁液的温度、型材截面的几何形状等,生产中应根据铸铁型材的铸造质量情况不断调整工艺参数,达到合理的铸造速度。 2)应根据铸铁型材的材质和尺寸规格选择适宜的铁液温度。铁液温度高,流动性好,型材结晶前沿移动后有良好的焊合性,但过高的铁液温度会降低生产速度或因控制不当出现铁液泄露事故。而过低的铁液温度会降低结晶前沿铁液的焊合能力,出现冷隔、裂纹、疤皮等缺陷。一般保温包内铁液温度应控制在1280~1320℃。生产小尺寸型材时生产率较低,铁液在保温包内停留时间较长,宜选择较高的铁液温度。采用冲天炉炉前冲人法生产球墨铸铁型材时,铁液的出炉温度应在1450℃以上
铸铁型材源头厂家,亿锦天泽钢铁(济南市历城区分公司)为您提供铸铁型材源头厂家产品案例,联系人:邢涛,电话:【0527-88266888】、【0527-88266888】。













